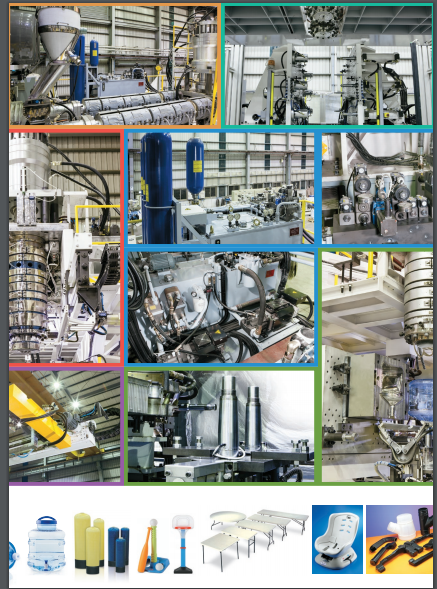
FKI offers the most suitable Accumulator Head type Blow Moulding Machines for wide-ranging industrial and packaging applications, for storage and transport of hazardous liquids and applications in the packaging fields – in the food and non-food sectors.
▪ Water bottles: 10 - 20 lit. (3 – 5 Gal.)
▪ Jerry cans: 10 - 30 lit.
▪ Containers: 30 - 120 lit.
▪ Open top Drums: 30 - 220 lit.
▪ L-Ring Drums: 120 – 250 lit.
▪ Furniture like Table-tops, Chairs: 75 – 250 cm.
▪ 1000 lit. IBCs
▪ Water Tanks: 250 – 1000 lit.
▪ Automotive components, Air ducts
▪ Tool- boxes, Suitcase-shells, Storage vessels
▪ Customised hollow-shaped articles can be tailor-made to design.
EXTRUDER
The extruder is mounted on a robust frame which is driven vertically by electric motors for height adjustment. The extruder unit consists of a heated and cooled screw and barrel assembly driven by a double reduction helical gear box connected by V-belts to a variable speed AC motor or PMS motor with vector inverter control. It is laid out according to the polymer to be processed - with a grooved feed screw or barrier flight screw and optional Maddock mixing head, etc. to meet different process-parameters of the specific raw material. The main frame is the structural foundation for the extruder height adjustment and dies-centering function. Both independent hydraulic systems are installed on the main frame. The control cabinet which houses the "MACO" modules and the power supply are also installed on the main frame.
ACCUMULATOR HEAD
The accumulator head is designed with four spiral channels to ensure high quality and stress-free parisons. Fast color changes are a key feature of this design. Injection and servo parison actuators are located on top of the die head and perform material purging and parison programming.
ROBOT ARM (GRIPPER UNIT)
The unloading robotic gripper takes the article at the top from the clamping platen to the de-flashing area via in-out traverse mode. It is driven electrically, with adjustable stroke and is synchronized with hydraulic and/or pneumatic systems. The gripper keeps the machine’s mould-clamping area safe for the operator. The gripper arms are water-cooled and is connected to the machine’s chilled-water circuit for maximum efficiency and to prevent sticking of the hot article to the gripper arms.
CLAMPING UNIT – LK SYSTEM
This tie-bar-less clamping unit with locking bar device provides easy access and versatility for a wide variety of moulds and applications — especially for large articles. It employs 4, 6 or 8 cylinders directly on to the side of the platens and operates in full synchronization. By means of an electronic-hydraulic master-slaves control system for the locking bars, it ensures accurate mould closure and secures mould-locking with precisely defined clamping force distribution. The absence of tie-bars maximises the full platen area for large-sized moulds. The system ensures perfect mould closing movement, with the aid of proportional valve for the locking movement. The entire unit can be moved on rails by means of hydraulic cylinder, out from the die-head area. By using an overhead crane or forklift, the operator can achieve fast and easy mould change.
HYDRAULIC UNIT
As FKI standard design two independent hydraulic power pack systems are provided. One system operates the clamp opening/closing, clamping unit position, blow-pin movement, and the other system enables injection and parison control. High and low-pressure design plus the energy-saving Nitrogen accumulators enable high speed clamping strokes via direction proportional valve, ensuring smooth and well-controlled motions. 100-point parison programming control operated via servo valve combined with the same control system ensures precise control of the parison wall-thickness in vertical direction for optimum material savings and increased mechanical strength and quality.
BLOW PIN UNIT / PINCH OFF DEVICE
A custom-made design to meet the specific requirements of the product, complete with various processing functions, such as parison stretch pin device, top pinch, pre-blow, needle-blow, bottom pinch, blow pin unscrewing function for openings with inner thread.
PARTIAL WALL-THICKNESS DISTRIBUTION SYSTEM (PWDS)
The Partial Wall Thickness Distribution System allows the dynamic influence of the radial die gap along the parison length related to prescribed application curves. By using PWDS system an average weight will reduce by 8% to 13% and average cycle time reduce by 10% to 15%, to reach better wall thickness distribution, with maximum flexibility in production, the adjustments of PWDS can be adapted to changing requirements at any time.
PLC or MULTI MICRO PROCESS CONTROL SYSTEM, AND AVAILABLE WITH FOLLOWING FUNCTIONS
▪ 100-point parison wall-thickness profile programming
▪ Parison push-out profile velocity control
▪ Actual tooling position profile and parison set profile are displayed on the same screen for convenient monitoring of the tooling position against the profile set point.
▪ Automatic tuning of heating/cooling temperatures
▪ Internal cartridge for recipe storage
▪ Precise hydraulic clamp control
▪ Programmable screen display
▪ Consistent and uniform pre-set wall thickness and parison length
▪ Various parison interpolation methods such as flat, linear and hyperbolic.
▪ Tooling position is adjusted evenly every 100 microseconds to ensure uniformly high precision products with tight tolerances. ▪ Available with communication link for whole plant for highly integrated manufacturing.